プロセス開発のスケールアップ 再現性低下の原因と失敗しないための対策|伝熱・撹拌・分離
- 高機能化学品CDMO
- 農薬CDMO
- 合成医薬CDMO
- メタロセン系触媒
- 温度制御が思うように効かず、反応熱が蓄積している。
- 撹拌条件は同じはずなのに、副反応が増える。
- 分離工程がラボ想定の何倍もの時間を要する。
プロセス開発におけるスケールアップは、ラボ研究成果を製造スケールにて実現し、製品を世の中に送り届けるための重要なステップです。しかし現実には、「ラボでは問題のなかった反応・工程が、工場では再現しない」というケースが頻発します。その主因は、反応器の大型化により、混合・伝熱・物質移動といった物理現象が根本的に変化することにあります。
本記事では、スケールアップトラブルの大半を占める「伝熱」「撹拌」「分離」の3要素について、スケールアップ時に何が起こるのか、なぜラボと同じ条件が通用しないのか、ラボ段階から取るべき実践的対策を解説します。
なぜスケールアップは難しいのか
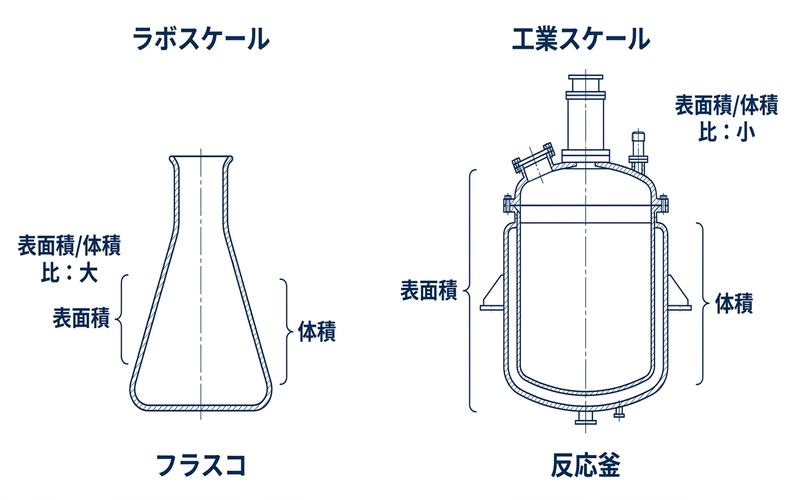
ラボスケールでは、反応フラスコ全体が短時間で均一化され、温度制御も容易です。一方、工業スケールでは表面積/体積比の低下・流動状態の変化・単位操作時間の長期化などのパラメータが大きく異なり、ラボと同じ条件を工場で実現できないケースがあります。スケールアップの失敗は、これらの相違を理解しないまま、すなわち、スケール間で生じる物理現象の変化を十分に評価しないまま実施した結果として起こります。
ポイント① 伝熱
スケールアップで起こること
反応器が大型化すると、単位体積あたりの伝熱面積が小さくなり、温度制御の応答が大幅に遅くなります。その結果、工場設備にて温度制御が困難となり設定温度を維持不能になるほか、反応熱の蓄積や反応系内の局所的な温度上昇といった問題が生じます。
典型的なトラブル例
反応暴走:ラボでは安定していた反応が暴走する。
反応時間・転化率の変化:昇温・徐冷に時間がかかり、反応時間や転化率が変化する。
不純物生成挙動の変化:反応速度・選択性・不純物生成挙動が変化する。
有効な対策
- ラボ段階から反応熱量計による反応熱量(Q値)評価
- ジャケット能力・伝熱係数を踏まえた事前熱収支検討
- パイロット設備での温度勾配・熱応答性の実測
伝熱の評価では、「処理できているか」ではなく「蓄積していないか」という視点が重要です。AGCファインケミカルズでは、ラボ段階からカロリメトリーによる反応熱(Q値)評価を実施し、工業スケールの熱収支設計に反映しています(参考:AGCファインケミカルズ プロセス開発ページ)。
ポイント② 撹拌
スケールアップで起こること
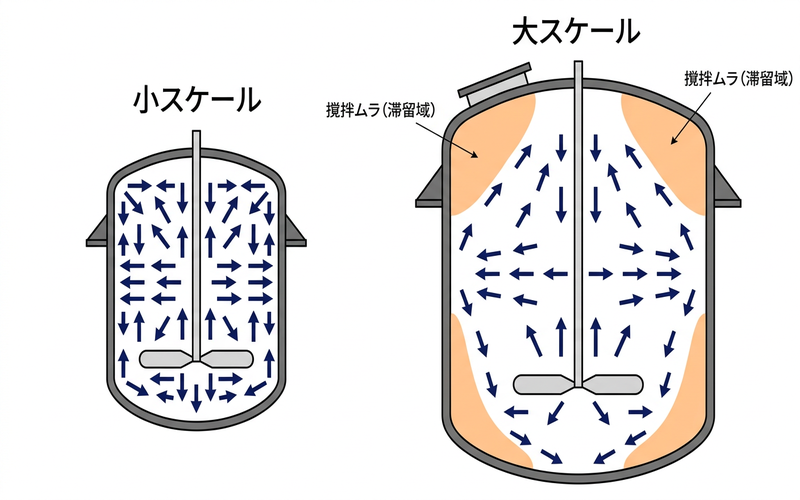
スケールが大きくなると、撹拌によって生じる対流パターン・物質移動速度・溶解速度が変わります。特に高粘度反応、乳化反応(相間移動反応)、不均一系反応(気液反応・固液反応)、晶析工程では注意が必要です。
典型的なトラブル例
副反応の加速:局所的な高濃度が生じ、副反応が加速する。
反応未達・再現性低下:溶解律速が生じ、反応未達など再現性が低下する。
結晶粒径の変化:破砕などの事象により、結晶粒径が変化する。
有効な対策
- Reynolds数、P/V、混合時間など混合支配パラメータの整理
- 撹拌翼形状・回転数の最適化
- 添加順序・添加速度を含めた操作条件の設計
「同じように混ざっている」という思い込みが最も危険です。スケール間での撹拌挙動の変化は目視では確認できないため、混合支配パラメータを定量的に整理することが不可欠です。AGCファインケミカルズでは、撹拌・混合シミュレーションによって実機条件を事前に評価します。
ポイント③ 分離
スケールアップで起こること
スケールアップでは、反応そのものよりも分離工程(抽出・相分離・ろ過・洗浄・乾燥)でつまずくケースが多く見られます。
典型的なトラブル例
相分離の遅延:抽出後の相分離が極端に遅い。
ろ過速度の低下:ろ過速度がラボの想定より大幅に低下する。
固液分離不良:固液分離不良による濁度上昇が生じる。
製品物性の変化:乾燥条件の違いにより製品物性が変化する。
有効な対策
- 分液速度の定量評価
- ろ過抵抗・ケーキ特性評価
- 実機条件を模擬した乾燥試験による物性確認
AGCファインケミカルズでは、遠心ろ過機22基・真空乾燥機13基・薄膜蒸留塔など充実した分離設備を保有しています。パイロット設備(200〜300L)から商用スケール(最大15,000L)まで、分離工程のスケールアップを一貫してサポートします(参考:AGCファインケミカルズ 設備・拠点ページ)。
スケールアップで失敗しないためのチェックリスト
- 反応熱量(Q値)を定量的に把握しているか
- 温度分布・混合時間のスケール依存性を評価したか
- 撹拌翼形状・回転数は実機に適しているか
- 粘度・密度・表面張力などの物性値は整理されているか
- 分離工程の「実スケール時間」を想定しているか
まとめ
スケールアップ成功の鍵は「伝熱・撹拌・分離について事前に十分理解し、そのパラメータ変化を評価」することです。反応器サイズの変更によって生じる見えない物理現象の変化を早期に捉え、対策を講じることで、温度ムラ・副反応・不純物増加・分離不良といった問題は十分に回避可能です。
スケールアップでお困りの方へ
当社では、製法開発から工業スケールへの移行まで、以下のような支援を行っています。
- 反応熱・伝熱解析
- 撹拌・混合シミュレーション
- 分離工程のスケールアップ検討
- パイロット設備での検証
- 製造移管・立ち上げ支援
パイロット設備(200〜300L)での検証から、ステンレス・グラスライニング・ハステロイの3材質を揃えた商用設備(最大15,000L)までを一気通貫でサポートします。
AGCファインケミカルズは受託製造に関するご相談・お問い合わせを承っております。
検討段階のご相談からNDA締結後の詳細な技術相談まで、お客様のフェーズに合わせて対応いたします。